Ce produit a été abandonné et retiré de nos rayons.
Cadreuse automatique pour l’acier léger XHH-C+U90-305
Profileuse pour cadres en acier / Machine de fabrication de cadres métalliques
La cadreuse automatique pour l’acier léger XHH-C+U90-305 peut fabriquer des profilés en forme de C et U d'une épaisseur comprise entre 0,8 mm et 2,0 mm. Il s'agit d'un système de production de charpente de mur, de plancher et de toiture dont les principales applications sont les immeubles de grande hauteur. La vitesse maximale de cette machine à charpente en acier léger peut atteindre 30 m/min sans poinçonnage ni découpe. Notre produit allie qualité, fiabilité et longue durée de vie.



| Modèle | C+U90-305 |
| Dimensions | 1100*1500*1600mm |
| Servomoteur principal | 22kW |
| Moteur hydraulique | 11kW |
| Étapes de profilage | 12 étapes |
| Vitesse de profilage | 30m/min (sans poinçonnage ni découpe) |
| Tension | 380V/50HZ/3Phases |
| Largeur effective pour le profilé C | 89mm, 140mm, 254mm, 305mm |
| Largeur effective pour le profilé U | 91mm, 143mm, 258mm, 310mm |
| Hauteur de la bride | 38mm, 41mm |
| Lèvre | 9-15mm |
| Épaisseur du matériau | 0.8-2.0mm |
| Tolérance pour la découpe et le poinçonnage | ±1mm |
| Tolérance pour le profilage | ±1mm |
| Système de contrôle | Système de contrôle informatique IPC |
| Logiciel de conception | Logiciel Vertex |
| Rouleaux | Fabriqué en acier SKD-11, soumis à un traitement thermique, chromage dur à la surface des rouleaux |
| Matériau de l'arbre | SKD-11 |
| Matériau du poinçon | SKD-11 |
| Matériau de l'outil de coupe | SKD-11 |
-
-
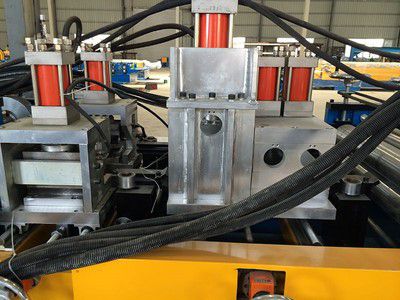
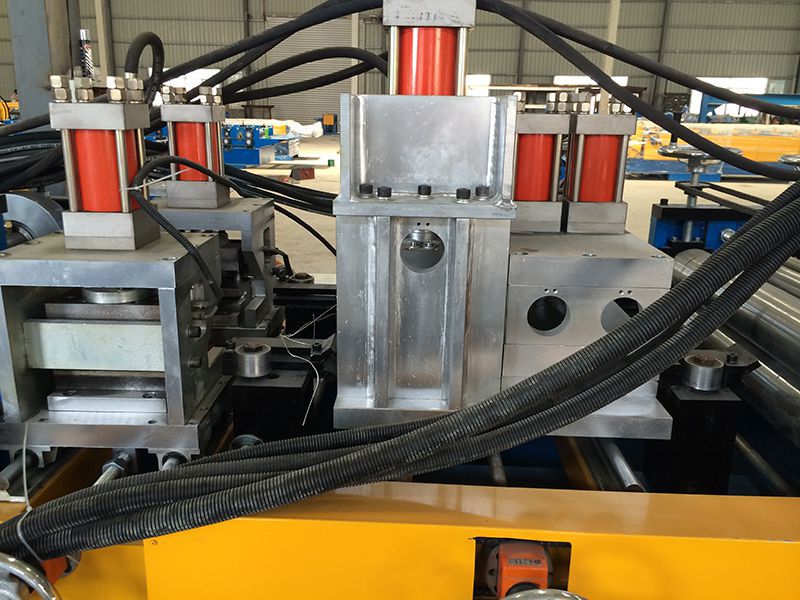
Moule de post-poinçonnage
Les machines XHH LGS sont toutes dotées d'un système de post-poinçonnage et de post-découpage, ce qui garantit des performances de haute précision en termes de position et de dimension.
-
-
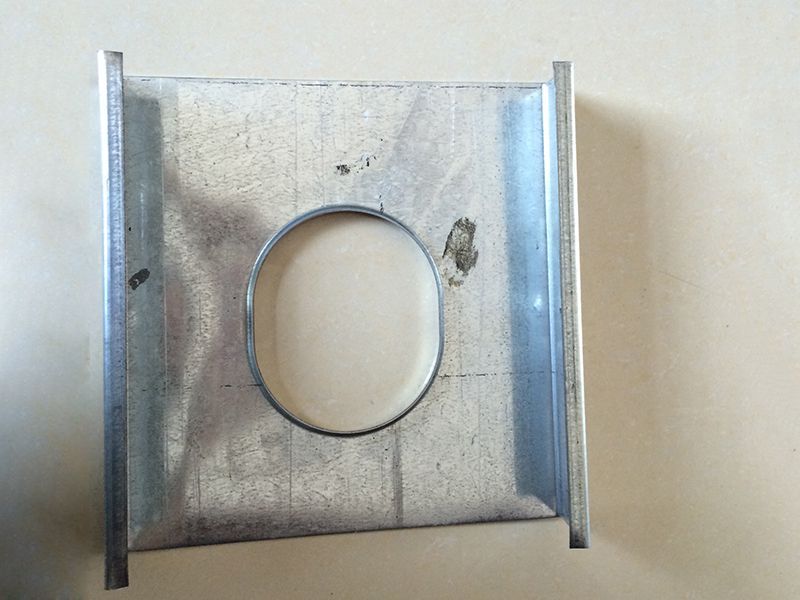
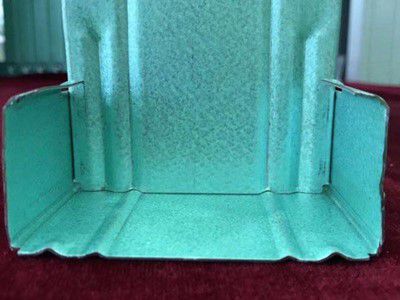
Raccordement sans soudure avec coupe en bout
La fixation sans soudure est une conception brevetée de XHH LGS FORMER. Les deux extrémités de l'armature verticale peuvent se connecter sans soudure à l'âme des armatures horizontales inférieure et supérieure. Ainsi, le poids du bâtiment peut être directement chargé et transmis par le cadre vertical, ce qui renforce la sécurité du bâtiment.

-

-
Perforation d'encoches en bande continue sans extrusion de matériau
La solidité de la matière première est fortement réduite lors de la réalisation d'encoches continues sur la bande et la lèvre, ainsi la matière dans la machine de pré-poinçonnage peut être facilement extrudée et causer un blocage de la machine pendant le processus de profilage. La machine XHH LGS est dotée d'un système de post-poinçonnage, ce qui nous permet de faire plus d'encoches continues sur la bande, même dans une épaisseur fine de 0,55mm, sans extruder le matériau.

-
-
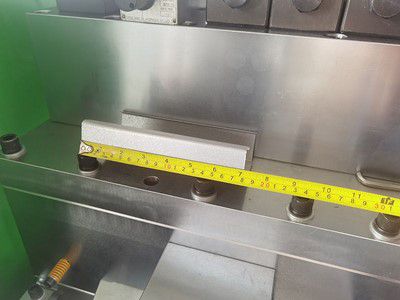
Réduction des pertes de matière
La courte distance entre la matrice de poinçonnage et la matrice de découpe permet de limiter la longueur des résidus de matériau de départ à 0,02 m, et la longueur des résidus de matériau final à 1 mètre.

-

-
Économie de coût
La longueur de chaque rebut de démarrage de la machine de post-poinçonnage et de découpe XHH est d'environ 1M; la plupart des machines sur le marché sont des machines de pré-poinçonnage et de post-coupe (autres fournisseurs), leurs rebuts sont d'environ 8m à chaque démarrage.
Démarrage/Changement de bobine d'acier 8.11-12.13 kg 5 bobines d'acier/Jour 40.55-60.65 kg Économies de matériaux/An 12.17-18.2 T

- Système de profilage principal
- Dérouleur électrique 5 tonnes
- Système de servomoteur
- Système de contrôle par ordinateur IPC (ordinateur portable Lenovo)
- Logiciel de production (1 jeu)
- Logiciel de conception - Vertex, licence d'utilisation permanente
- Dispositif de poinçonnage hydraulique automatique (encoche Web/Lèvre, sertissage, trou de service, chanfrein, fossette, trou de boulon)
- Dispositif de post-découpe hydraulique (Matériau: SKD-11)
- Unité d'impression automatique
- Table de sortie (4m)